
����18���µ�ˮīӡˢʵ���������
http://www.packltd.cn �� ��ʱ��:2019��7��12�� �� ����ע��:829 �� |
ժҪ��Ŀǰ���ϰ�ӡ����ˮī�����¼��ˮī����һЩ��ӡ�����Ѵ��������ʹ�ã��������ģ�ƹ㣬����ī���Ͳ�ӡ��֮���ˮī���ص���и���ȵĽ������ڱ��߿���������������Ҫ�������棺�ɱ���Ӧ�á�
Ŀǰ���ϰ�ӡ����ˮī�����¼��ˮī����һЩ��ӡ�����Ѵ��������ʹ�ã��������ģ�ƹ㣬����ī���Ͳ�ӡ��֮���ˮī���ص���и���ȵĽ������ڱ��߿���������������Ҫ�������棺�ɱ���Ӧ�á�
��������һ�³ɱ���������ij��ӡ��ʵ��Ӧ�����Ϊ����
�ܼ�ī��
ī��ϡ�ͼ�=1��1����ȫ�������㣩��
һͰī��ӡˢ���ô�ԼΪ��20Kg*19Ԫ/Kg+20Kg*7Ԫ/Kg=520Ԫ��
ӡˢ�����6000�O��
��λ�����ӡˢ�ɱ�Ϊ��520Ԫ/6000�O=0.087Ԫ/�O��
ˮī���İ棩��
ī��ϡ�ͼ�=1��1.2��ϡ�ͼ��Ҵ���ˮ=6��4����
һͰī��ӡˢ���ô�ԼΪ��20Kg*35Ԫ/Kg+24Kg*0.6*6Ԫ/Kg=786.4Ԫ��
ӡˢ���12000�O��
��λ�����ӡˢ�ɱ�Ϊ��786.4Ԫ/12000�O=0.066Ԫ/�O��
���ϴ���ã�ˮī�ڵ�λ����ϵ�ӡˢ�ɱ����ܼ�īҪ�͡���������ˮī�ڳɱ�������ʾ���������ƣ���Ӱ������ػ��кܶ࣬�����Բ�ӡ���ҵ���������Ϊ�������ڴ�ֻ�dz���һ���㷨��
���������ص�̽��һ��ˮī��Ӧ�á�����˼�壬ˮī�����ص㼴ī�����Լ������ij��Ͷ���ˮ����ˮ��һЩ���ص����ʺܴ�̶���Ӱ�쵽ˮī��Ӧ�ã�������Ҫ̸���������⣺
һ�����������⣺
��1�������ܼ��ı�������ֵ��

���ϱ���֪��ˮ�ı�������Զ���������ܼ�����ˮī�����ϻ��ģ�BOPP��PET��PA�ȣ��ϵ���ʪҪ���ܼ�ī���ѵöࡣ��ʪ��������Ҫ�ı��־���ī��Ĥ����ӡˢ����֮��ĸ�����ƫ�ͣ��ȶ�Ӱ�쵽��������ǿ�ȡ���ν���������⣿����һ����������ˮ����ʪ����������������һ�������ͱ����������ܼ������Ҵ��������ַ����ı��ʶ��ǽ���ˮī������ϵ�ı��������������ʪ�ȣ��ȶ���úϸ�ĸ�������
�����������⣺
��������ˮī�ƹ����������ġ�һ��������ã�����Ӱ��ӡˢ�ٶȣ���������Ч�ʣ�������ɺ������Ϲ������ɶ������㡢���ݡ����������⡣���֮��Ӧ�����ڶ�ī��ӡˢ�豸���ư��������ڷ���ʵ�ʵĿ�ѧ������
ī���ڣ�ˮ����������ܼ�ӵ�и��ߵı����ݺ�����DZ�ȡ���������ʹ��λ��������ı䵥λ�¶�ʱ���ջ��ͷŵ�������һ�������ˮ�ı�����Ϊ4.2��103 J/��kg�棩���dz��������б��������ġ�����DZ����ָ�ں㶨�¶��£�ʹij������Һ��ת��Ϊ��������Ҫ����������25��ʱ��ˮ������DZ����44KJ/mol��Ҳ��������֪�ܼ�����ߵġ���������ˮ�����ԣ�ˮī���䷽���Ӧ��ѭ�߹̵�ճԭ����������������ī�ͳ�ϡ���̽�ˮ��������١�ӡˢ����Ч�������ӣ�ˮ�����Ķ�������۾������ã�������Ҫ����������ʶ��
ӡˢ�豸���ڣ�ˮīӡˢ�ĸ���̶���ӡˢ�豸�ĸ���ϵͳ��ֱ�ӹ�ϵ���ں㶨��ѹ�£�Ӱ������������Ϊ���¶ȡ�Һ��������С��Һ������Ϸ������������ٶȡ���Ӧ��ӡˢ���ϣ��������ں����¶ȡ����䳤�ȣ�ӡˢ����Ϊ����������������������У����ϱ�Ĥ�����������ȵģ������¶Ȳ�����������ߣ��ʺ���ij��Ⱥͷ����ǿɱ�����Ӧ�����ܵĶԺ���ij��Ⱥͷ�����һЩ���죬�ٽ�ˮī�е�ˮ���������Ҵ�������Ч������
��2��ij�豸��ӡˢ�����䳤�ȷ�����Ӧֵ
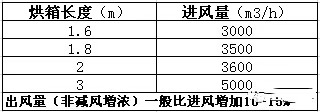
�ư滷�ڣ�ˮīӡˢ��Ӧ�����ܸ���dz�棨һ���ī����25-28��m�����Լ���ʪ����ī��������ӵؼ���ˮ�����ٽ����������ˮī���õ��Ǹ߹̵�ճ���䷽��ƣ��ʸɻ���ī�����������dz�����٣�ɫ���ڸ���������Ӱ�졣
������Ϊ���г������ˮīӡˢʱ��Ӧ��ȡ��ѧ���Ե�̬��ѭ���������������������϶�ˮīӦ�������̽�֣����ڱȽ����뻯��״̬����Ϊ����һ�����ϰ�ӡ�ӡ���ˮ��������ˮ�����ӡ����š��������š��ɱ�ı�Ҫ��ʩ������δ���й滮�IJ�ӡ����Ӧ����ʶ�ضԵ�ǰ�г����������ӵ�ˮ�Բ�Ʒ������𣬲�Ҫ������ͷ���͡�����Ի�ͬʱҲϣ���ٷ�����ҵý���ˮī���ƹ㷢չ����ѧ��������
(����:��װ������װ)

