
影响高温蒸煮时破袋的因素有哪些
http://www.packltd.cn 时间:2019年3月26日 关注数:1127 次 |
摘要:任何一种物料的表面都会受到一种迫使物料减少表面面积的力,这种力就是表面张力,要使油墨及胶水有好的附着力,必须使物料的表面张力等于甚至大于油墨及胶水的表面张力,因此物料表面张力直接影响到油墨及胶水在物料上的附着牢度。
原材料的影响
1.表面张力
任何一种物料的表面都会受到一种迫使物料减少表面面积的力,这种力就是表面张力,要使油墨及胶水有好的附着力,必须使物料的表面张力等于甚至大于油墨及胶水的表面张力,因此物料表面张力直接影响到油墨及胶水在物料上的附着牢度。
塑料薄膜成型后表面张力值不足以便油墨及胶水牢固地附着在薄膜上,特别是对一些非极性材料,如:PE、PP料,必须经过一定的表面预处理来增大材料的表面张力,表面预处理的方法有很多,但是适用于工业化生产并应用最广的还是电晕处理。
2.原材料包装结构
高温蒸煮袋表层材料在蒸煮后的热稳定性非常重要,特别是蒸煮冷却后尺寸的稳定性,否则容易出现蒸煮冷却收缩后离层剥离,导致破袋的现象。
对于耐热表层材料PET是最佳防尺寸变化的表层材料,其热收缩率只有1%~1.5%,而NY作为表层材料时温度不能超过120℃,否则容易劣化收缩,其热收缩率将达到5%以上。
因此高温蒸煮袋中材料结构选择:
一般选PET为表层材料;RCPP为蒸煮级CPP,作为内层热封材料;而NY和AL的选择与排列则需根据内容物来决定。
油墨
对于高温蒸煮袋印刷所使用的油墨必须是耐高温的,否则会出现包装袋从油墨层剥离的现象。
通常采用聚异氰酸酯类树脂和适量的含活泼氢的固化剂为连接料的油墨,如DIC或东洋的蒸煮油墨,不会出现网点扩散、油墨层剥离现象同时不会有重金属的迁移发生。
胶粘剂及胶水浓度
高温蒸煮包装基本都是采用干式复合,在复合中一般采用由主剂和固化剂二个组分构成的聚氨酯胶粘剂。
为了耐高温蒸煮,通常为高固含量的脂肪族双组份聚氨酯胶。如果要得到更高的耐水耐热性,可以在胶粘剂中添加约1%的偶联剂。
胶水浓度太高容易堵塞涂胶网版的网点,使上胶量越来越低;胶水浓度太低则胶水不容易转移到材料上,通常是使主剂和固化剂按规定比例混合,加溶剂稀释至混合后胶粘剂的工作固含量为30%左右。
复合工艺参数
复合工艺参数的设定直接影响到产品的复合强度,也是控制高温蒸煮袋不破袋的很重要的一环,如胶粘剂的涂布量、张力及温度的设定、熟化条件等等。
1.胶粘剂涂布量
涂布量对复合强度非常重要,涂布量太少会达不到复合强度的要求,而且会产生小气泡,影响产品的外观;涂布量太高则不仅不能增加复合强度,而且会下降,同时产品的透明度也差,容易起皱,使产品的成本增加,所以必须严格控制好涂布量。
涂布量的控制是通过涂胶网版网点深浅来控制的,同一浓度的同种胶水配比网版网点越深则上胶量越大。
一般来说如果胶粘剂工作固含量为30%,则140线的网版涂胶量(干基)为1.5~1.8g/m2,120线网版涂胶量1.8~2.5g/m2,90线网版涂胶量3.5~4.5/m2。
同时涂胶量还与胶粘剂的浓度、刮刀的角度、胶压辊的硬度与压力、机器的速度有关;其它条件相同的情况下,浓度越大,上胶量越大;刮刀越平,软刀片伸出越长,上胶量越大;机速慢,上胶量要稍大;胶压辊硬度越小,压力越大,上胶量也越大,通常复合的胶压辊的硬度为70度。
从成本控制及质量保障方面来说涂布量采用4.5g/ m2最为合适。
2.机器烘箱温度及张力
由于塑料材料都有一定的耐热性,如果烘箱温度及张力太大,就会造成材料如RCPP的拉伸,冷却后收缩,再经过高温蒸煮加热后又冷却,这样就很容易使材料在膨胀收缩中发生离层最终导致破袋。
因此烘箱的温度通常都在40~90 ℃之间,温度太低会造成溶剂残留超标,国家标准是不超10mg/m2,欧美、日本要求更高不超过5mg/m2,而且溶剂残留太高会在熟化或蒸煮时爆发出来,破坏胶粘剂层,也会导致破袋的产生。
特别需要注意的是烘箱温度通常是三段温区控制,温度是由低到高设置,如果第一段设置太高会造成胶水表面局部高温结皮,内部溶剂无法干燥,最终导致离层。
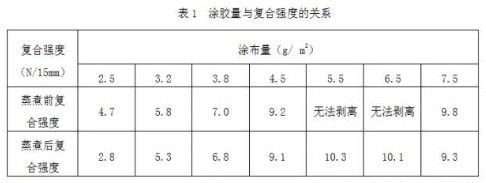
表中数据是装入10%的食盐水后排气封口,在121℃蒸煮30min冷却后测得,经济日报度数据为PET/AL/NY/RCPP中的NY/AL层。
3.熟化条件
熟化也叫固化,是将复合材料放置在40~60℃的一个恒温室内维持一段时间,通常在24~72hr。
其目的是让双组份聚氨酯胶粘剂的主剂与固化剂产生化学反应,便分子量成倍的增加,生成网状交联结构,从而达到更高的复合强度、更好的耐热性和抗介质性。
当温度提高时,反应的速度就会加快,固化时间缩短复合强度效果也较好,但是温度一定得在材料的承受范围内增加,否则会使材料变形、收缩等。所以固化温度大多数都在40~60℃范围内。
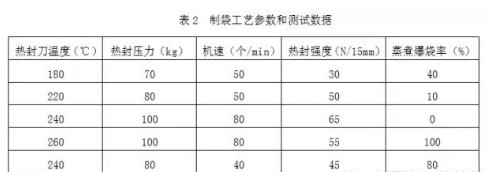
制袋工艺参数
制袋工艺中影响包装袋的热封强度即密封性的有3个因素:热封刀的温度、压力和机速。
热封强度必须达到65N/15mm,机速越高,热封温度、压力设置要越高;温度太低,压力太低,热封强度达不到;温度太高,压力太高,会使热封部位出现裂纹,同样影响热封强度,使密封性下降,导致蒸煮时破袋。
(来自:包装企业网)

