
破袋率太高的原因以及对策
http://www.packltd.cn 时间:2019年3月11日 关注数:1517 次 |
摘要:袋率高是高温蒸煮袋常出现的主要质量问题之一,破袋率高与材料结构、上胶量不稳定和制袋工艺这三个方面有很大关系。
破袋率高是高温蒸煮袋常出现的主要质量问题之一,破袋率高与材料结构、上胶量不稳定和制袋工艺这三个方面有很大关系。
破袋率高的影响因素
1.材料结构
高温蒸煮袋表面材料在蒸煮后的热稳定性非常重要,特别是在蒸煮冷却后尺寸的稳定性,热稳定性不好容易出现蒸煮冷却收缩后离层剥离从而导致破袋的现象。
2.上胶量不稳定
高温蒸煮包装基本都是采用干式复合,在复合中一般采用由主剂和固化剂两个组分构成的聚氨酯胶黏剂。为了耐高温蒸煮,通常为高固含量的脂肪族双组分聚氨酯胶。如果要得到更高的耐水耐热性,可以在胶黏剂中添加月1%的偶联剂。胶水浓度太高容易堵塞涂胶网版的网点,使上胶量越来越少;胶水浓度太低则胶水不容易转移到材料上,通常是使主剂和固化剂按规定比例混合,加溶剂稀释至混合后胶黏剂的工作固含量为30%左右。
3.制袋工艺
制袋工艺中影响包装袋的热封强度即密封性的3个因素:热封刀的温度、压力和机速。表3-5为PET12/AL7/NY15/CPP70结构的制袋工艺参数和测试数据。由表可见:
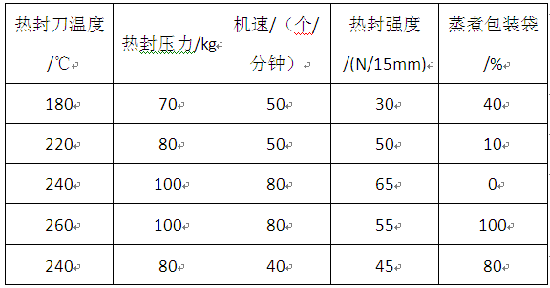
表3-5 制袋工艺参数和测试数据
热封温度、压力、速度的合理匹配是热封质量的必要保证。
热封后的焊缝若冷却不好,不但会影响焊缝的外观平整度,而且对热封强度有一定的影响。冷却过程就是在一定的压力下,用较低的温度对刚刚熔融热封后的焊缝进行定型消除应力集中的过程。因此,压力不够、冷却水循环不畅、循环量不够、水温太高或冷却不及时都会致使冷却不良、热封边起翘、热风管强度降低。
热封次数越多,热封强度越高。纵向热封次数取决于纵向焊棒的有效长度和袋长之间;横向热封次数由机台横向热封装置的组数决定。良好的热封,要求热封次数至少达到两次以上。一般的制袋机的烫刀有2组,而烫刀位置重叠程度越高,热风效果越好。
相同结构和厚度的复合膜,复合层间剥离强度越高,热封强度越大。对于复合剥离强度较低的产品,焊缝破坏往往是焊缝处的复合膜先层间剥离,致使由内面热封层独立承受破坏拉力,而面层材料失去补强作用,焊缝的热封强度大为降低。若复合强度较大,则不会发生焊边处层间剥离,所测得的实际热封强度就大得多。
(来自:包装企业网)

