
��ʽ�����ܼ�����������IJ��ȷ���
http://www.packltd.cn �� ��ʱ��:2019��1��4�� �� ����ע��:2359 �� |
ժҪ���������У���Ϊ���ֹ��ջ�ԭ����ԭ���ܼ����껹�����Ա���
�����꣬����װ�ڿ����ܼ��������洴���˾��˵ijɼ��������ܼ��豸�����ռ���ˮī�������ƹ㡢ˮ�Խ���Ӧ�õȣ�����Դͷ�������ܼ��IJ�����
�����������У���Ϊ���ֹ��ջ�ԭ����ԭ���ܼ����껹�����Ա��⣬�������һЩ�ܼ���������ʱ�IJ��Ȱ취��������Ҫ�������¼�������װ���õĸ��Ͻṹ�ܼ����������ԭ���������
��1 �������Ͻṹ
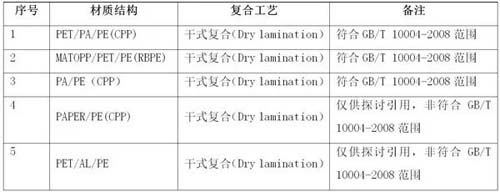
��һΪ���dz�����һЩ��Ʒ�IJ��ʽṹ�����Ϊ1��2��3�Ľṹ�Ƿ���GB/T 10004-2008��Χ���ģ����4��5Ϊ�Ƿ���GB/T 10004-2008��Χ������̽����Ҫ������ʵ����ʽṹ��
GB/T10004-2008�Ƽ����й涨�ܼ���������Ҫ����5mg/�O�������ܼ����ܼ����
Ŀǰ����װ��ҵ�ڶ�������¶��ԣ���������������꣬����Ҳ�����������������Գ����������ǿ��Բ�ȡһЩ���ȷ�����
1.ӡˢ�ܼ���������
���ȣ�������Ҫ�ҵ������ԭ���ܶ�֢��ҩ�����磬������PET��PA��MAT-OPPʱ�������ӡˢ���Ʒʱ����û�и��ϵ�ʱ�����ܼ������Ѿ�����ʱ�����ǿ��Բ�ȡ���¼��ַ������ȣ�
1����ӡˢ���Ʒ���¹�һ��ӡˢ����ϻ�������м���ʽ�ӷ�����ͬ�IJ��ʣ�Ҫ�ر�ע���������ơ��¶ȿ����Լ��ٶȿ��ƣ������ܼ����������С�����ٶȺ��¶ȣ��Է�ֹ��ī���ε����������졣����Ҫע����Dz����¶�Խ��Խ�ã���Ҫ���ݾ���IJ��ϡ�������١����������С��ȥ���ơ�
2�����������겻�Ǻܴ�ʱ�����Ե��¡����ٵع�һ��ӡˢ������������ͨ������������ȣ��ڿ�����ͨ�ĵط�����Ŵ���ɢ��������취����������С��������С��ӡˢ����Ʒ�IJ��ȡ�
2.���Ϻõİ��Ʒ����ʱ�IJ��Ȱ취
�����Ϻõİ��Ʒ�ܼ�����������ʱ������ṹ��PET/PA/PE(CPP)��PA/PE��CPP����MATOPP/PET/PE(RBPE)�����Ʒ��Ӧ�÷�Ϊ��������Դ���
һ���Ǹ��»��ĸ��ϰ��Ʒ�������������2mg/�O���ڵĻ�������ͨ��һ��ʱ����컯�����Ͳ���������ȻΪ�˱�֤�������ںϹ淶Χ�ڣ�Ҫ�ڲ�ͬλ�ý���ȡ��������֤���Ա�֤��Ʒ�ĺϹ��ԡ�
��һ���Dz�Ʒ�컯���ܼ�������Ȼ����ģ�����Ҫͨ��չ��ʽ�Ļӷ���ʽ���ٲ�������
��νչ��ʽ�ӷ���ʽ������Ҫ����Ĥ����չ���ӷ�����Ҫ�����ַ�ʽ��
һ����ͨ�����ϻ������ӡˢ���������ɢ���������ǵ��١����·�ʽ���С����Ϻõİ��Ʒ������ڵ������ϵ�ӡˢ���Ʒ��ÿ��ƺܶ࣬��Ȼ���Ϻõİ��Ʒ�ܼ��������������ӡˢ���Ʒ�ܼ��������꣬�����������Ѻܶࡣ
����һ�ַ�����ͨ���컯�Ҹ��������������ܼ����˷���������״���£�����һ��Ч���ģ����Ƕ�����Щ�����ڱ�Ĥ�е��ܼ���������컯�Ҹ�����������ʱ�����ܻ�����ʵ��䷴��Ч������Խ��Խ�ࡣ
3.��Ʒ������ʱ�IJ��ȷ���
����Ʒ�������ܼ���������ʱ�����ڿͻ���˵��ֱ����������õİ취���ž��˲��������Դͷ�����Ƕ�������װ������ҵ���ԣ����Ƿdz���ʹ����ʧ�ͽ�ѵ��һ����˵���ܼ�����������5mg/�O����ʱ����Ȼ�dz�Ʒ�ˣ�ֻ������������ҽ�ˣ��ó���ʽ��������Ĺ�ҵ���Ȼ�������ڿ�����ͨ�ĵط���������̯�����÷����ֱ�ӽӴ���Ʒ��ע���Ƿ紵�õ��ĵط���������İ취�ǣ������ô��ӳ��ڴ���������Ч�ؽ����ܼ�ɢ����һ��ʱЧ����24h�ڣ��ܹ���Ч�����ܼ����������Ľ����
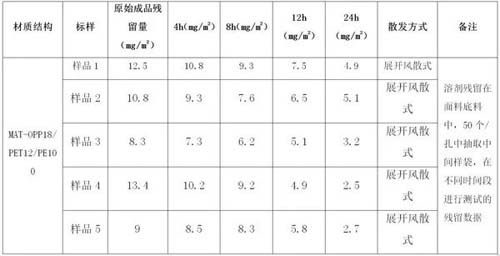
������һ��������ݱ���
��2 ij��Ʒ��ͬʱ���ܼ������������ݱ���չ����ɢʽ��
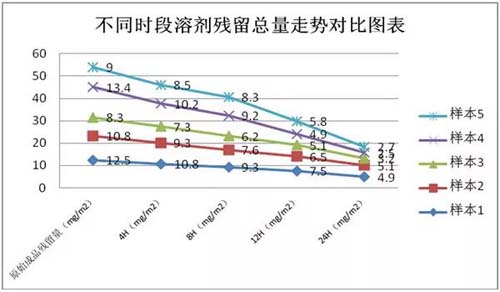
ͼ1 ��ͬʱ���ܼ������������ƶԱ�ͼ
��3 ij��Ʒ��ͬʱ���ܼ������������ݱ����컯����ʽ��
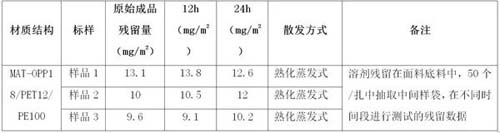
��ʵ�����������������ij����Ʒ�ܼ�������������ʱ�������Ǹ����ڲ��ϱ���ʱ��ͨ����ɢ��ʽ������һ����Ч�IJ��ȷ�ʽ����ͨ���컯������ʽʱ��Ч�������ʵ��䷴��
��Ȼ��ɢ��ʽ�İ취�Ƚ�������ȴ�dz���Ч����ȻЧ���DZȽϵ͵ġ��˷���Ҳ����һ���ľ����ԣ���Ҫ�������Щ�ܼ����ظ����ڻ��ı��������
���������ڸ��ϲ����֮��ģ��ȽϺõİ취���컯������ʽ�ķ��������Ƕ���PET/AL/PE���������Բ��ʣ��Ѷ�ԶԶ���ڷ�ɢ�취������MATOPP/PET/PE(RBPE)��PAPER/PE(CPP)����ṹ�ij�Ʒ�������ܼ���������ʱ��ʹ�ó�������ɢ����ʽ����һ�ַdz���Ч�ķ�����
���ϲ��ȷ�������ͨ����ͬ��ʵ�����á�����һЩ������ʻ���Ͻṹ��Ҫʹ�ò�ͬ�İ취���ȡ�ͬ��ҵ����Ӧ����֤ʱ����Ҫ����һ������֤�Ͳ��ԣ����ְ취Ҳ��������ijЩ��Ʒ���Ͼ���Щ�����ºȰ취��Ҳ�������ڵķ�ʽ������Ҫ���Ǵ�Դͷ�Ѻùأ����ƺ�ÿ������ϸ�ڣ�����������ÿͻ�ʹ�÷��ĵ�����װ��
(����:��װǰ����)

