
论复合薄膜的曲率与材料的热收缩率差异
http://www.packltd.cn 时间:2020年4月10日 关注数:1329 次 |
摘要:如果将加工好的两层或多层复合薄膜裁下一块并平放在桌面上,可以发现该复合薄膜在纵向方向上的两端总是会或多或少地向外(载胶膜方向)或向内(第二基材方向)卷曲。
如果将加工好的两层或多层复合薄膜裁下一块并平放在桌面上,可以发现该复合薄膜在纵向方向上的两端总是会或多或少地向外(载胶膜方向)或向内(第二基材方向)卷曲。有经验的操作工通常会在完成一个膜卷的复合加工之后,在复合薄膜上用刀子划一个“×”形,然后根据复合薄膜的翘曲方向和程度来决定调整复合机上哪一部分的张力和调整多少;
复合后下机时的复合薄膜可能是平整的,但经过熟化处理的复合薄膜也可能出现某种程度的卷曲现象;熟化后的复合薄膜可能是平整的,但加工好的袋子有可能是不平整的;加工好的袋子可能是平整的,但经过水煮或蒸煮加工后有可能变成不平整的了;
以上的所有现象都与薄膜类材料在加工过程中的张力匹配状态及材料受热后的收缩有关。

复合薄膜的卷曲的程度可以用曲率或曲率半径来表示。
所谓曲率是表示曲线弯曲程度的量。
平面曲线的曲率就是针对曲线上某个点的切线方向角α对弧长s的转动率,通过微分来定义,表明曲线偏离直线的程度。曲率越大,表示曲线的弯曲程度越大。
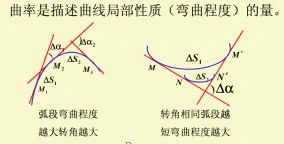
K=lim|Δα/Δs|,Δs趋向于0的时候,定义K就是曲率。
曲率 K = (转过的角度/对应的弧长)。
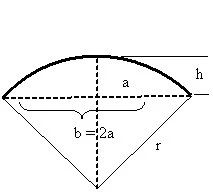
圆弧的曲率半径,就是以这段圆弧为一个圆的一部分时,所形成的圆的半径。曲率半径越大,圆弧越平缓,曲率半径越小,圆弧越陡。曲率半径的倒数就是曲率。前面提到的操作工为检查复合薄膜的卷曲程度而划的“×”形,通常要求该“×”的每一“道”的长度为15厘米到20厘米,划好后,复合薄膜的“翘起”的高度以不超过1厘米为宜。
如以“道”长20厘米为例,则其形成的是一个对角线长为20厘米的正方形,根据勾股定理,A2+B2=C2,因为是正方形,所以A = B。C是弦长,其值为20,于是,2A2 = 202,A2 = 202/2 ,A = ≈ 14(厘米)。即,所围成的是一个边长约为14厘米的正方形。
如以弦高h(即允许薄膜翘起的高度)为1厘米、半弦长a为7厘米进行计算,根据弓形的相关计算公式,相应的曲率半径r =(a2+h2)/2h,因此,r = (72 + 12)÷2×1≈ 25(厘米)
即:曲率半径大于25厘米的复合薄膜均可被认为是张力控制得较好或热收缩率差异较小产品。
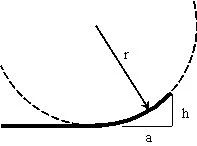
但在实际生产当中,曲率半径小于25厘米的、即下机或熟化后卷曲现象严重的复合薄膜比比皆是,部分复合薄膜经水煮或蒸煮处理后,其边缘卷曲后的曲率半径有时甚至小于1毫米(如下图)。

在复合薄膜的生产过程中,第一基材与第二基材都是按相同的长度进行投料生产的。在下机时就出现的卷曲现象是生产中张力控制不良所致,而熟化处理、制袋加工、水煮/蒸煮处理后出现的卷曲现象显然就必须考虑材料间的热收缩率的差异问题了。
两层的复合材料经过后处理由平直状态变为某种程度的卷曲状态,其两种材料的长度上因不同程度的热收缩而产生的差异可以通过下列方式计算。
假定复合材料的结构为PA15/PP60,经过热处理后,其向内(PP面)卷成的圆环的半径分别为25厘米和1毫米,求此两种状态下,PA和PP两种材料因不同程度的热收缩而产生的长度上的差异。
当圆环的半径为250毫米时,PA层的外表面的长度为
L1= 2πr 1= π×2×250 = 1570.7963(毫米),
PA层的内表面(即PP层的外表面)的长度为
L2= 2πr 2= π×2×(250-0.015) = 1570.7021(毫米),
PP层的内表面的长度为
L3= 2πr 3= π×2×(250-0.075) = 1570.3251(毫米),
L1与L3的差异是ΔL= 1570.7963-1570.3251 =0.04712(毫米);
L3与L1的比值是1570.3251/ 1570.7963 = 0.9997,即PP膜比PA膜短了万分之三。
当圆环的半径为1毫米时,PA层的外表面的长度为
L4= 2πr 4= π×2×1 = 6.2832(毫米),
PA层的内表面(即PP层的外表面)的长度为
L5= 2πr 5= π×2×(1-0.015) = 6.1889(毫米),
PP层的内表面的长度为
L6= 2πr 6= π×2×(1-0.075) = 5.8119(毫米),
L4与L6的差异是ΔL= 6.2832-5.8119 = 0.4713(毫米);
L6与L4的比值是5.8119/ 6.2832 = 0.9250,即PP膜比PA膜短了7.5%!!!
需要注意的是,此处的“PP膜比PA膜短了7.5%”是指PP膜相对于PA膜缩短了7.5%,而在同时,PA膜有可能是缩短(收缩)了,也可能是伸长(膨胀)了!
通过计算发现:相对于同样的曲率半径,复合材料的总厚度越薄,相对应的收缩率差异越小。或者说:相对于同样的热收缩率差异,复合材料的总厚度越薄,则对应的曲率半径越小(卷曲状况加剧)。
对比前面所陈述的过程与数据,可以得出这样的结论:要想得到平整的复合薄膜,就应在全部的加工过程中将各层基材的热收缩率差异(相对收缩率)控制在万分之三(0.03%)以内的水平上。
而要达成这一目标,首先就要对采购的各种薄膜基材的热收缩率指标进行选择与控制,其次要在生产过程中对各项工艺参数进行控制。
所谓控制拟采购基材的热收缩率指标,并不是说热收缩率大的基材就不能使用了,一定要采购热收缩率小的基材,而是说要将热收缩率相近的基材进行搭配使用,以期最大限度地降低复合薄膜中各层基材间的热收缩率差异(相对收缩率)。
例如:如果将热收缩率为1.5%的PA膜与热收缩率为3%的PP膜相复合,复合后,两层薄膜间会存在1.5%的收缩率差异,经过热处理后,复合薄膜就会向外卷曲,曲率半径约为5毫米;
如果将热收缩率为1.5%的PET12膜与热收缩率为2%的PE70膜相复合,复合后,两层薄膜间会存在0.5%的收缩率差异,经过热处理后,复合薄膜就会向内卷曲,曲率半径约为16毫米;
如果将热收缩率为1.5%的PET12膜与热收缩率为1.5%的PP50膜相复合,复合后,两层薄膜间不存在收缩率差异,经过热处理后,复合薄膜就不会卷曲!
(来自:包装园地软包装)

