˫�������������ĤӢ�ļ��ΪBOPA�� BOPA��Ĥ���������ָ��ϰ�װ���ϵ���Ҫ���ϣ�Ŀǰ��Ϊ��BOPP��BOPET��Ĥ֮��ĵ������װ���ϡ�
BOPA��Ĥ������ԭ�����Ծ�����6������6��Ϊԭ�����Ƴɵġ������������ں��м�����������-CO-NH-�������е�-NH-���ܺ�-C=O���γ������������γ��Ǿ��������нϸ߽ᾧ�Ե���Ҫ����֮һ�����������о������еķ��Ӷ��ܽᾧ������һ���ַǽᾧ�Եľ��������ڣ��ⲿ�ַǽᾧ�Եľ������������е�������������ˮ������λ����������ˮ�ԡ�
����BOPA��Ĥ���м������ӡˢ�ԣ����������ζ�������õ���������ԡ����¡��ʹ��̺���˺���ԣ�����̼֬������ķ���ѧ�ԣ������¶ȷ�Χ�㷺��-60��-150�棩���ӳ���ʳƷ�ı����ڣ����㷺Ӧ��������ʳƷ�İ�װ�����������װ����ʵ��Ӧ���У����ٵ���ʹ������Ĥ��װ��Ʒ��ͨ���ǽ�����Ĥ��Ϊӡˢ������������ϸ���ʹ�û����ڼ����������ϵ��м���Ի�ý��ŵ��ۺ����ܡ�
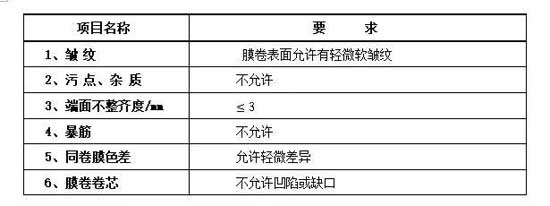
BOPA��Ĥ����������Ҫ���������棺����Ʒ����۳ߴ������ͱ�Ĥ����������ָ�ꡣ
һ����ۺͳߴ磺
A����ۣ����ϱ�Ĥ�������Ҫ������Ĥ���ȡ�ƽ���Ⱥ�ɫ��ȡ�
��װ��Ĥ������нϸߵ�Ҫ��һ�㲻�������������ʡ����ۺ������ȱ�ݡ�
B���ߴ磺�ߴ���Ҫ��ָ���ϱ�Ĥ�ĺ�ȣ�����DZ�Ĥ�Ŀ��Ⱥͳ��ȡ�
1����Ĥ���ȣ�ָ��Ĥ�в�Ӧ�����ʡ�������۵ȣ�
1�����㡢�������λ��
��ԭ�ϻ�ĸ�����д������������ϵͳ�����ڣ�
�ڼ���ϵͳ�¶ȹ��ߣ����ӽ������ɴ��������
�����������������ͣ��ʱ�������
�ܹ������¶ȹ��������Ŀ̫��
2���ڵ㣺
��ԭ�ϱ������ɾ������ʻ���ϣ�
�ڼ���ϵͳ�¶����ù������ɺ��ϻ�ϵͳ���������ɺ��϶�δ�����������˵����������ɲ����ڵ㡢��㡢��ȣ�
3�����ۡ��Ͱߣ���Щ�������ǣ���������ʱ�䡢���������ʣ��������ĤƬ˦�ͣ����ǻ�е���ϣ�����һ������ڴ�Ĥ�ı߲���
4��ˮӡ��(ˮ�ۡ�ӡ��)������˼����ˮ�ڴ�Ĥ�����µ�ӡ������Ҫ�dz�ˮ����ˮЧ���
5��������γɱ�Ĥ���гɲ�Ʒ���������ھ����ԭ��������Ĥ�ϵ��������ʡ�
6���ó�: Ĥ�����лҳ�����С���桢�ó�������Ĥ�ڷ��й����У���Ҫ�����´�Ȼ���ٸ��������Ϊ�������Ľ��봴����������
2��ƽ�����ǣ�ָĤ������Ӧƽ����࣬�����ۣ��ޱ�����ӣ�Ĥ�����������ȣ�
1��������壺���������ڱ�Ĥ��ȹ���ƫ���ۻ�����Ĥ�������γɵ�����ͻ������Ҫ�DZ�Ĥ�����������¡�
�ٴ�Ĥ��ƽ���Ȳ���к��ȹ�����۶�������塢��������
�����ڷ��������ͽӴ�ѹ�������ʡ�
���������壬����������������վ�����ƽ��
2�����壺
�ٴ�Ĥ��ƽ���Ȳ
�ڷ��й�������ͣ������Ĥ���������γ����塣
3�����治�룺ָĤ���������в��ֱ�Ĥ�����������DZ�Ĥ���վ������з���������Ĥ���ȷ����仯���²������վ�����ߵͲ�ƽ��
�ٴ�Ĥ��ƽ���Ȳ
�ڷ��й�������ͣ�����ڿ���ʱĤ���ھ���Ĥ��Ư�ƣ�
���վ�����С��
�ܴ�Ĥ�ڵ��۹���δչƽ��
4���̱ߣ��̱߷����ڱ�Ĥ�վ��ı�Եλ�ã���ƫ��ı�Ĥ��Ե���վ�����ʹ��Ե��λ����
�ٻ���ʪ�ȹ���
�ڷ��е�Ƭ��������
��ֽ��ֱ�߶Ȳ�������ȱ�ݡ�
5�������������ߣ�����Ĥ��Ȳ��ƫ������
6�����ˡ����ۣ�����Ĥ��֮�Ӵ��Ĺ���ͬ���������ͻ���������Ĥ������ɵ�ȱ�ݣ����ܳ��������߲��֣�Ҳ���ܳ����ڷ��й����С�
7�����ˣ���Ĥ�Ӵ��Ĺ����м����ͻ���Ĥ���ˡ����ơ�
8�����壺������������ڱ�Ĥ�վ���ʼ��һ�γ����У�����Ϊ��������ƶ���������ɶ����������¡�
9���������ƣ�ָĤ�������γɻ�������״�����ơ��ڷ��С����������д�������������ۻ���ȹ�����Dz����������Ƶ���Ҫԭ��һ�����̶ֳȽ�Ϊ���ص����ƾͺ�����������ԭ��֮һ�Ƿ����ٶȹ��쵼�¡�һ����˵���ڸ��������������������ƺʹ�����������⡣
3��ɫ�ࣺ��ָ��Ĥ��ɫ�ɫ����ȡ�
1��ɫ�ָ�Ӷ��濴Ĥ����ɫ���̫��
2��ɫ����ȶȣ�Ĥ��ɫ��β�������dz��һ����
4���ߴ�ƫ�GB/T20218---2006��
1������ƫ�����ƫ��Ϊ0����4mm��
2����ȼ���ƫ��:Ϊ��10.0%��
3����ȼ���ƫ��:Ϊ��6.0%��
4) ��ͷ��Ŀ��ÿ�γ���: ÿ����Ĥ��ͷ��Ӧ����2����ÿ�γ���Ӧ����1000M, ��ͷӦ�ι̲������Ա�־��
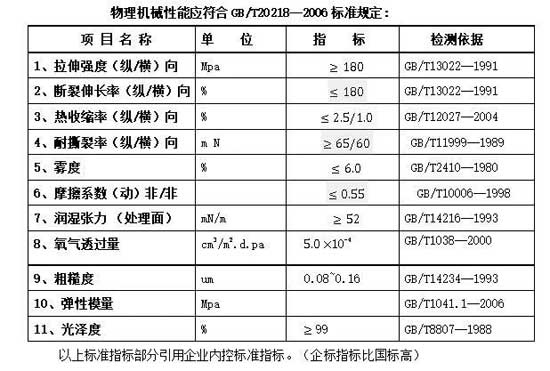
������������Ҫ���⣬����Ĥ���������Ӧ����GB/T20218---2006���涨Ҫ��
������������Ĥ��������������¼���ԭ���γɣ�
ԭ���Ƿ�ɾ�������ָ���Ƿ����Ҫ��
����ϵͳ���������Ƿ���ʣ�
��ȿ����Ƿ��ꣻ
�豸�Ƿ��й��ϣ�
���в��������Ƿ���ʣ���������ʪ���Ƿ�����ں�����Χ��
��Ĥ�����л�������Ա�Ƿ����ʳƷ��ȫ����Ҫ��
�������ԭ���������¼����������Ԥ����
���ϰ�ԭ�ϡ��������Ϲأ�Ʒ�ʾ����Ų�Ʒ������������ѡ���������õ�ԭ�ϡ��������ϣ��ϸ�����й�ָ�꣬���纬ˮ����ճ�ȡ�����ָ�����ҷֵȣ�������ԭ�ϡ��������ϴ��ࡢ�ȶ�������Ҫ��������ԭ�ϵı仯��
�ڶ��ڡ��мƻ��ļ���豸״������ʱ�����豸��������ƶ��������ƻ���ȷ���豸ʼ�մ�����������״̬���м��豸"������ת"�������������������ȥ�����
���ƶ��������������գ�����У�ԡ�����趨������ȷ�ԣ�Ҫ�������ԭ�ϱ仯����Ʒ������IJ�ͬҪ��ʱ��������������һ��ȷ���˹�������������Ҫ�ϸ����������������������ĺ͵����������գ���֤��Ʒ�������ȶ���
�ܼ�ǿ�����ڲ���࣬���ֳ���ɾ��ҳ���������ȣ����Ƴ�����ʪ��ȷ��������������Ա����ʳƷ��ȫ����Ҫ��
����߲�����Ա�ļ���ˮƽ���ж��ų�����������
������������: ��װ�����ϱ�Ĥ���������ܰ���������е���ܡ���ѧ���ܡ������ܡ�������ܵȡ�
1)���um��ƽ�����um��ƽ����ȹ��%��(��GB/T6672---2001���涨)
��ȵľ������Dz�Ʒ��������Ҫָ��֮һ����һ��dz���Ҫ������ָ�ꡣ
B0PA��Ĥ����ȡ�ƽ����Ⱥ�ƽ����ȹ�����������������ĤƬ�ĺ�ȵ�ƽ������ԡ������������о�Ӧ�ÿ��ƺñ�Ĥ�ĺ�Ⱦ����ԣ��������������IJ�Ʒ�Ͳ��ǺõIJ�Ʒ���õIJ�ƷӦ�����ݡ������Ⱦ��ȣ�B0PA��Ĥ����Dz��þ��Ⱥܸߵ����߷ǽӴ�ʽ����Ǻͷ�������ϵͳ�����Զ����Ϳ��Ƶġ�Ӱ���ȵ���Ҫ�У�
(1��������
�ٻ�ͷ�¶ȷֲ��Ƿ���ȣ���Ϊ��ͷ�¶�С�ı仯���������Ƚϴ�ı仯�������������豸�ϱ�֤��ͷ�¶ȷֲ����ȡ�
�ڼ�������ճ�ȵľ�����ճ���뼷�����й�ϵ����Ҫ��֤ճ�Ⱦ��Ȳ��ܱ�֤�������ȶ����ﵽ���ƺ�ȵ�Ŀ�ģ����������ڽ���ģͷ֮ǰҪ��ֵĻ�ϣ�ʹ�����ģͷ����ȡ��ȶ���
���豸��ȷ�Ժ���Ա��ҵ��ˮƽҲ����Ҫ��
(2) Ӱ�챡Ĥ�ĺ����Ⱦ����Ե��У�
�ٱ�Ĥ�����ȵľ�������ģͷ����(����������˨) ���ٶ��ȶ�����ֱ���йء�
�ڱ�Ĥ�����Ⱦ������������¶��й�
2) BOPA��Ĥ�Ļ�е���ܣ�
��е����ָ����: ����ǿ�ȡ������쳤�ʡ���˺�ѶȺ͵���ģ���ȡ�
����ǿ�ȣ��������ϱ�Ĥ����Ҫ����ѧ���ܣ�����ʾ�ڵ�λ����Ľ��������ܳ��ܵ�������
��һ����Χ��������챶�����Դ����߱�Ĥ������ǿ�Ⱥ����쵯��ģ�������췽ʽ������ȵĴ�Сֱ��Ӱ�챡Ĥ�Ļ�еǿ�ȡ���һ������B0PAĤͬ���������պͷֲ��������������������ϼ���Ч����ͬ��һ�����档�첽OA��ӡˢĤ����ǿ�ȱ�ͬ��OA��ӡˢĤǿ�ȴ�20���������쳤��Ҳ��18�����ҡ����B0PA��Ĥ������ǿ�Ⱥ͵���ģ������ѡ��ճ��ƫ�ߵ���֬��ճ�Ը߱����������ߣ�����ӵ����γ������Ӽ�������������Ĥ��Ļ�еǿ����ӦҪ��һЩ��һ�������������PA��6��֬�����ճ����2.7~3.5���ң�ˮ�ֿ�����600PPM����Ϊ�á�����ɵ�ԭ�Ϻ��������ϵĺ�ˮ����<0��1%��
1������ǿ�ȣ�MPa ����GB/T13022---1991�涨���У�
Ӱ������ǿ�ȵ����أ�
��ԭ�ϡ����ڸ߷��Ӿۺ���Ľṹ���Ʒ���������еĹ�ϵ��ԭ�ϵ���Է���������Է��������ֲ������ʵĺ������ṹ״̬�IJ�ͬ�ȣ�ֱ��Ӱ�챡Ĥ������ǿ�ȡ�ͨ������һ����Χ�ڣ���Ĥ��ǿ��������Է���������ߺ���Է��������ֲ���С����ߵġ�
�����������������ӹ������У�ԭ�Ͻ���Բ�Ʒ��ǿ��Ӱ��ܴ����Ҫ�ر�ע�⼷��������Ҫ��ֹ�����ԭ�ϵĽ��⡣����6��ˮ�⣬ҲӦ��ע�����ʱ���ֽ�������⡣��ֹ������Ҫ�ӿ��Ƽ��������¶����֣�ͬʱҲҪ���Ǿ�������ԭ���ڸ�����ͣ����ʱ�䡣
����ͬһ��ԭ������������ǿ�����ɷ��ӵĽᾧ�Ⱥ�ȡ�������湹�ɵġ�һ����˵������ǿ����ᾧ����߶�������ȡ���������ߣ���˱�֤���Ӹ߽ᾧ�ȣ���ȡ��ȣ��������������ǿ�ȡ���ô�ᾧ����ʲô����������Щ����Ӱ���أ��ᾧ�����Ƿ���������ת��Ϊ������Ų����̡��������������ɺ;�����������Ρ��۵�����10-30�淶Χ�ڣ��������ɸ�����ȴ�������¶������ڴ�����ɺ��ٶȼ�С������Ϊ�㣻����30-60�淶Χ�ڣ������¶Ƚ��ͣ����������ٶȺܴᾧ�ٶ�Ѹ���������ڳɺ��ٶȽ�С���ڴ�����ɺ��ٶȾ����˽ᾧ���ٶȣ��¶ȵ����۵�60������ʱ�����������ٶȺͳɺ��ٶȶ��Ƚϴ��ֽᾧ�ٶ����ֵ���ڲ������¶����ϼ�ʮ��ʱ�����ڷ����������ŵ��ɳڹ����ͺ����¶ȵı仯�ٶȣ���Ȼ�ɺ˽Ͽ죬�����������ٶ���֮�½�������ᾧ�ٶȲ����죬��������������ٶȿ����˽ᾧ�ٶȣ��������¶����£����α����ᣬ�ᾧ�ٶ�Ϊ�㡣
Ӱ��ᾧ���̵���Ҫ���أ�
����ȴ�ٶȵ�Ӱ�졣����6���۵������¶Ƚ����������¶����µ���ȴ�ٶȣ��Ǿ�������6�ܷ��γɽᾧ���ᾧ�ij̶ȡ��������̬�뾧��ߴ��С����Ҫ��������ȴ�ٶȿ죬�ᾧʱ��̣��ᾧ�Ⱦ�С�������γ�С���ܵĽᾧ��
�������¶Ⱥ�����ʱ���Ӱ�졣һ����˵�������¶ȸߣ�����ʱ�䳤���ᾧ�ٶ������ᾧ�ߴ�ϴ�������ȴʱ���˵�������ҪΪ����ɺˣ���֮����ҪΪ����ɺˡ�����ߴ�С�����ȣ������ڱ�Ĥ�����졣������������������ʱ�ڽϵ��¶��¼��䣬�γ�ϸС�ᾧ���Ա������������졣
��Ӧ�����õ�Ӱ�졣����6�ڼ�������������У�����������Ӧ��������ʱ���м��ٽᾧ�����á�������ΪӦ��ʹ����6ȡ��������շ��ɺ˵����á���ʱ�������������������ֱ���γ��������������������γ�һЩ"ԭ��"����Ϊ�������ˡ����ʹ�ᾧ�յ�ʱ�������̣������������ӣ��ᾧ�ٶȼӿ졣
�ܵͷ�����������ʡ����ṹ��Ӱ�졣�ܼ������ܼ���ˮ�������ȵͷ���������������ʣ���һ�������£���Ӱ������6�Ľᾧ���̡�������6���ͼӹ������У��������������£����в�ͬ�̶ȵ�ȡ�����á�ȡ���Ϊ�����д���ӡ����Ρ����ӹ������ӣ��ڼ�������ʱ���������������ȡ�������Ӧ���������£�����ӡ����λ��������������������ȡ��Ӱ��ȡ������أ��¶Ⱥ�ѹ����
�¶���ͨ��ճ�Ⱥ��ɳ�ʱ���������Ӱ��ȡ����̵ġ��¶����ߣ�ճ���½����ں㶨Ӧ���������£��ߵ��α���ճ���α䶼Ҫ�������ڸߵ��α��������ޣ�ճ���α䷢չȴ�ܿ죬������ȡ��Ȼ���������¶����ߣ���������˶��Ӿ磬�ɳ�ʱ�����̣�Ҳ��ʹȡ��̶�������ˣ���Чȡ����ȡ�����������̵�ƽ��������ʵ�����������ڲ������¶������۵�������������ģ�������¶����䣬ȡ��̶���Ԥ�����¶�֮��������¹�ϵ���ڸ�������Ⱥ������ٶ��£����������¶ȣ����������α�ͻ�����ճ�Ա��ξͻ��С�����������ȡ������ơ���ˣ�������֮��Ӧ�ý����Ͽ�����ȴ�����ڲ������¶ȡ���������Խ�챣�ֶ���̶�Խ�ߡ�
�ڽṹ��
����6������Ƚϸ��ӣ�����������У��о���IJ�����Ҳ����ֽᾧ�ṹ��ת��;���Ķ����ң����ھ����ڽ϶̵�ʱ���ھ��ܲ�������������з��ӵ�ȡ���ܹ����ٽᾧ����˲��������ȡ��ľ��ȶȡ�ȡ�����Ӱ��ǿ�ȣ��ᾧȡ�����ֱ������Ŀ���࣬�۵�������Ŀ��С����Ƭ֮��������������ӣ�ʹ����ǿ����ߣ�ͨ����ȡ�����ߣ��ܶȺ�ǿ�ȶ���Ӧ����ߣ����쳤�������͡�
PA6�۵㣨Tm��һ��Ϊ215��~221�桢PA6�������¶ȣ�Tg��Ϊ47~70�档
���������¶ȣ����;ۺ����������������˶�������¶ȡ�ͨ����Tg��ʾ����
2�����ѳ��ʣ�%��GB/T13022-1991��
�����쳤�ʣ���ʾһ�����ȱ�Ĥ�ĵ�λ����������������������ʱ�ij��ȼ�ȥ��Ĥԭ��������ԭ������֮�ȡ������쳤�ʱ�ʾ��Ĥ�����ԡ�
����ԭ�ϵ������⣬�����϶����쳤��Ҳ���ܵ��ᾧ��ȡ���Ӱ�죬�ᾧ�ȹ��ߣ���Ȼ����ǿ�����ӣ��������쳤�ʾͻή�ͣ�����ȡ��ȵ������쳤�������͵ġ�
3��ֱ��˺������mN��QB/T1130-1991��
QB��T1130��1991������ֱ��˺���������鷽���������ڱ�Ĥ����Ƭ���������Ƶ����ϲ��ϡ����鷽���ǽ������óɴ���90��ֱ�ǿڵ���������������������������ļо��ϣ�������������������������ֱ����һ���ٶȽ������죬��������˺�ѹ����е������ֵ��Ϊֱ��˺�Ѹ��ɡ�
4������ģ����Mp a ��GB/T1040.1-2006��
����ģ������һ����Ҫ����ѧ����ָ�ꡣ�ڵ��Է�Χ������Ӧ��������Ӧ��֮�Ƚ�������ģ����Ҳ������ģ����
���������ʵ��Ե�һ��������, �������ģ��������ģ����һ���ܳƣ����Ե�����ʩ��һ���������Ӧ������ᷢ����״�ı仯����ӳ�˲��϶��������ú����Ա��ε������������ڵ��Է�Χ�ڵֿ����ε����׳̶ȡ�����ģ��Խ���ѡ�����Խ�������Ѹ����ȴʹ�������ε�ȡ����������������֮�����Ǵ���һ������Ӧ�������¶����ߣ������������¶ȣ�ʱ����Ĥ���лָ�δ����ߴ�����ƣ�������"���Լ���"�ԡ�
5����������ܣ�GB��T8809��1988�����ϱ�Ĥ���ڴ�������鷽����
�����ڸ������ϱ�Ĥ���ڴ�������顣������������Բ�ΰڴ������һ���ٶ��³����������Ĥ�����ĵ�������
GB��T9639��1988�����ϱ�Ĥ�ͱ�Ƭ������������鷽��������귨�����������ϱ�Ĥ�ͺ��С��1mm�ı�Ƭ���������ڸ���������������£��ⶨ50�����ϱ�Ĥ�ͱ�Ƭ��������ʱ���������Գ������������ʾ��
3����Ĥ�Ĺ�ѧ���ܣ���ѧ����ָ: ���ȡ����ʡ������
1������%��GB/T2410-1980�涨��
���ȣ�������Ĥ��ƫ������ⷽ���ɢ���ͨ����Ͷ���ͨ��֮�ȣ��ðٷֱȱ�ʾ�����ȱ�ʾ�����ϵ��������̶ȡ������뱡Ĥ���ϱ����������ʼ������������йأ����磬��Ĥ�Ľᾧ�Ⱥ�ȡ��ȣ����Ӽ������ࡢ������С�������ȡ���Ҳ����ͼӹ����̺ͻ����йء�������Ҫ�ܽᾧ��ȡ��Ӱ��Ƚϴ�һ����ᾧ�����ӣ������������ȼӴ����ȡ��ȣ������½���
˫�����챡Ĥͨ�������ö������������ڼ������ڼ�ֻ���ڱ�����룬������Ĥ���������ڼ�������Լ������࣬�Ա�Ĥ��ѧ���ܵ�Ӱ��Ҳ��С�öࡣһ���ĸ�����Ӽ���ѡ��������������Ҫ��Ϳ��ƣ���Ҫ�����õ�����,ͬʱҲҪ����Ĥ�Ŀ����Ժ�ˬ���ȣ����ڼ����Է��㱡Ĥ�վ�/�ž���������Ĥ֮�䲻����ճ��Ϊԭ��������̫�����Ӱ�쵽��Ĥ�����ȼӴ�����һ���棬ͬ����������������Ĥ�����ϻ�����û�ж������
2������%����GB/T2410-1980���ⶨ��Ĥ�Ĺ�ͨ����С�����Ⱥ����ʿɲ������������Dz���������0~100%��
3�������%����GB/T8807-1988�� ��ʾ��Ĥ����ƽ�����⻬�ij̶ȣ���ͨ���Թ��ߵķ����������ⶨ��
�����ʹ�ù�����Dzⶨ���Ը߹���Ȳ��ϵIJ�������20�����䣬���и߹���Ȳ��ϳ���45�����䣬������Ϊ0~160���еȹ���Ȳ���ʹ��60�����䡣
4���������ʣ�% (��GB/T12027--2004���涨) ���ϱ�Ĥ�����ȶ��ԡ�
��Ҫ����������, һ��ָ���������ʣ����������ϱ�Ĥ����������µijߴ��ȶ��Ի���˵�DZ�Ĥ���ȱ��εij̶ȣ�����ָ��Ĥ�ڼӹ������е����ȶ��Լ��ڽᾧ����. ���ڼ���. ��Ĥ�������Ƚ���ij̶ȣ����ڱ�Ĥ�ijߴ��ȶ��Զ��ԣ���Ҫ��ͨ�������¶ȣ�ʹ��ᾧȡ��������ƣ���Ӧ�����Գ���ͷţ�ͬʱ���ȶ���ĩ��Ҫ�ñ�Ĥ���㹻�����ɳڹ��̣����ʹ֮������ȴ���ͣ����̶������������ɴ����ǿ�����ȶ��ԣ����������Ⱥ���������ʡ�ͬ����������������Ĥ���첽��������������Ĥ������������ϵ���һ����ͬ��������������ʲ�ͬ��ͬ��������������Ĥ��������������Խ�С��Լ��1.5�����ң�������������һ��С��l�������첽������������Ĥ������ƫ��Щ��Լ��2�����ҡ�һ���������������У�
1���ݡ�������������: ����160�� 30min��һ����ݡ�����������ʣ�������濾������������
2����45�� �ǶԽ����������ʲ�ֵ��(�����ЧӦ��С)
3��O�㡢90 ��Ƚ��������ʣ���ˮ���������������ʣ�2��3�������Ϊ120 �� 4Ominˮ��
4�������ʲ�ֵ���ݡ����������ʲ�ֵӦ��0.5%������������塢�̽ǡ�
5���������ܣ�����������ʪ������Ħ��ϵ��������ֲڶȣ�
1��������ʪ���������Σ���mN/m��GB/T14216-1993�涨����ʾ���ϱ�Ĥ���������ܵĴ�С��
��װ�����ϱ�Ĥ�����Ӧ�������Dz�ɫӡˢ����ն�����ӡˢ�Ͷ��������ϱ�Ĥ�ı�����ʪ�������кܸߵ�Ҫ�����ϱ�Ĥ���������ܴ�Сȡ���ڱ�Ĥ���ϱ����ķ��ӽṹ����ϩ�����Ǽ��Ը߷��Ӳ��ϣ�����������ܽϵͣ�����ʪ������С�����������б��洦��������߱���ʪ���������ܽ�����ī��ӡˢ���������Ǽ��Ը߷��Ӳ��ϣ�Ϊ��Ӧ����ӡˢ����Ҫ��Ҳ��Ҫ���е��δ������Խ�һ������������ʪ������
��ʪ�����IJⶨһ��������ƺõIJ�ͬ����ˮ������ǩպijһ����ˮ��ƽ�ŵ����ϱ�Ĥ����Ϳ��������2�����ڲ�����������ʹ�ñ�ֵ�ϸߴ���ˮ���ԣ�����2�����ڷ����������������һ��ʹ�õĴ���ˮ��������־��Ǹñ�Ĥ�ı�����ʪ������
��ϩ������ǰ�ı�����ʪ����ԼΪ33����/���ף����������ӵ�38����/���ף����ܽ���ӡˢ�������ı�����ʪ��������ǰΪ42����/���ף������ɴ�56����/���ס�
��Ҫ�ǵ缫Ӱ��Ƚϴ缫�����ȶ�������Ⱦ����ʪ�����ͺ������ơ�
��ȻB0PAĤ���ڼ��Ը߾������������ܴ�����ʪ�����ɴ�40mNm�������ڸ���ӡˢ����ī�������ͽ�ճ��ճ������˵����������������ʪ���������õ��η���ͨ������ʩ���ڵ缫�ϵĹ���, �缫����δ�����֮��ľ���Ȳ������������ϱ�Ĥ�ı���������һ�㾭�����洦���������ɴ�52��56mN/m���������м���B0PAĤһ��ʹ��˫����δ����ı�Ĥ���ܴﵽ����ĸ����ι̶ȣ�����һ��Ӧ��50mN/m����������������Ѳ�����һ�����ڸ���������м���˫����δ���������Ĥ������Ӧƫ��Щ�����롣һ������Ĥ���δ�������58dyn����, ������˫�����, �������ֵӦ���4dyn����, ����ӡˢ�����ճ����ī��
2��Ħ��ϵ����Ħ��ϵ����Ϊ:��/��Ħ��ϵ�� ��GB/T10006-1988�涨��
Ħ��ϵ����Ҫ�DZ�Ĥ����Ĵֲڶȷ�ӳ����Ĥ��������ĸ�����������йأ����͵����йأ�����ֵ����ֲڣ�Ħ��ϵ���ʹ���Ħ��ϵ����Ҫ���Dz���̫С��̫СĤ��Ĥ֮��ᷢ��ճ����ʹ��ʱ�״�Ҳ����̫��̫���վ����ѣ������ڸ���ӡˢ��
��Ħ����ָ���Ӵ�����������ƶ���ʼʱ����������봹ֱʩ���������Ӵ�����ķ�����֮�ȡ���Ħ��ϵ����ָ���Ӵ�������һ���ٶ�����ƶ�ʱ�������봹ֱʩ���������Ӵ�����ķ�����֮�ȡ�
���ϱ�Ĥ��Ħ��ϵ������Ĥ���ƴ������У�һ�������DZ�Ĥ�����Ե���������ָ�꣬����ֿ���Ϊ�Զ���װ�������ٶȣ���������, ��Ĥ������ĥ��IJο�����֮һ��Ħ��ϵ���Ĵ�С����ͨ�����Ӽ���ѡ������������ƣ�����B0PAĤ������Ħ��ϵ����0.4��0.7֮�䡣��Ϊ�Զ���װ��Ʒ����Ĥ���豸��Ӵ���������Ħ��ϵ����0.20~0.30֮��Ϊ�á�Ħ��ϵ��̫��Ĥʹ�����������ϴ����ײ�����Ĥ�����������ű�Ĥ�����Ӽ����������ӱ�Ĥ��Ħ��ϵ�����С�����Ȼ�Ӵ������ڸ��ٴ�����Ĥ, ����涯Ħ��ϵ����0.15~0.20֮�䣬����Ĥ���������Ħ������ʱ��Ħ��ϵ����
3���ֲڶ�(�������) ��um ��GB/T14234-1993���ϼ�����ֲڶȣ�
��Ĥ�ı���ֲڶ��ǰ�װ��Ĥ��һ������ָ�ꡣ����ֲڶ���ָ��Ĥ���������е��ڽ�С����ϵ�С��Ȳ�ƽ�ȵ����κγߴ��������ۺ����ۡ��ʵ��Ĵֲ�������ӡˢ����,������Ra(����ƽ������ƫ��)��ʾ,��λ��um����Ĥ�Ĵֲڶȶ�dz��ӡˢ��Ϊ��Ҫ,���ڴֲڻ������ī����ճ������������Ѩ��Ӱ�챡Ĥ����Ľ���������·ֲ㡣
���ڽ�Һ����ī,��ƽ����ƽ��Ĥ�������Ѩ�кܴ���Ѷ�,��˶���Ĥ�ı������(�ֲڶ�)Ҫ����ϸ�Щ������,һ�㱡Ĥ����ֲڶȿ����� Ra=0.08~0.16um���������ܼ��Ͻ����٣���ô�����������ܼ������õı�Ĥ����ֲڶ�Ӧ�������١�
6��������ܣ����������B0PAĤһ����Ҫ������ָ�꣬��Ҫ������ʪ�ʣ�
1��������������GB/T1038--2000��cm3/m2.d.pa (�����) ��15um���㣻
�������ָ���ϱ�Ĥ��ֹ����. ˮ���������ϱ�Ĥ�����������ע�����������ʺ�ˮ�����ʡ������ֱ��Ӱ�챻��װ��ı����ڡ�����������ϲ��ϵĹ��л�ѧ�ṹ�йأ��������ϲ��ϵIJ�ͬ���и����, ������������֮�֡��������첽����ͬ����������������Ĥ����ˮ�������ʺ��������ʻ�����ͬ��
Ŀǰ������ͨ��Ӧ�õ��������鷽����GB/T1038-2000�����ϱ�Ĥ�ͱ�Ƭ�����������鷽��-ѹ��������������ɵ�ѹǻ��ѹǻ��ɡ�����ʱ����Ĥ�������ڸ�ѹǻ���ѹǻ֮�䣬��ǻ�ܱպ�����ձó���գ�Ȼ�����ѹǻ�ڳ�1������ѹ���������壬ͨ��������ѹǻ��ѹ��������������������ʡ�
B0PA��Ĥ���ڸ��������,����������ͨ����ն������գ�����һ�㼫���������Ϳ��һ��PVDC���ϾͿ��Լ�������B0PA��Ĥ������ԡ�����B0PA��һ����ʪ�Լ�ǿ�ı�Ĥ��������ʪ��������ܴ���½������ұ�Ĥ���������ζ�Ӱ�쵽ӡˢ��ӡȷ�ʡ��ƴ�ǰ��Ƭ��λ�����ػ�ʹ�����ι̶Ƚ��ͣ��������ע�⡣һ��ʹ������Ĥ�����23�����ң���ʪ����65�����ң�����ʪ�Ȳ���80������һ�㲻Ҫ���и���������������ˮ��̫������ӡˢ�����������⡣һ��ʪ�Ƚϸߵ�����ʹ������Ĥ�����ɿ���ӡ���豸��Ԥ��ϵͳ���Ƚ�ˮ�ֺ������������������ǰ������Ĥ�����컯��1��2Сʱ����Ͷ������Ч�����Щ�������ʲ���Ҫ�ⳣ̬�µģ���Ҫ�����¸�ʪ��ˮ����80%RHʱ�����ʡ�
2�����ˮ�������� ��
ʪ�������鰴GB/T1037-2000�����ϱ�Ĥ��Ƭ��ˮ���������鷽����ʽ�����涨���С��¶�23��1�棬���ʪ�ȣ�90��2��%��
�÷������������ϱ�Ĥ���������ϱ�Ĥ��Ƭ�ĺ������Ȳ��ϡ����������ڹ涨���¶ȡ�����¶������£��������û�ϵ�ʯ���ͷ�������ʪ���ϣ�����װһ�����ĸ���������������˱���һ����ˮ����ѹ������������������ǰ�ͼ�ʪ�������ı仯����������ˮ����������
GB��T6981��2003������װ����ʪ�����鷽�����������ܷ������װ�������������װ�����������У������ܱգ�Ȼ�����ڹ涨����ʪ�������£���һ����ʱ���������ص�������ˮ����������
һ�㰴���ձ�JlSZ����1707���ּ��취��������Ϸ�Ϊ11��������6��ʪ�ȣ�65��ʱ�ɴ�5����ʪ�ȴ�90��ʱ��Ϊ6������������5����һ�����ϡ�
���õİ�װ����������ܴ��ŵ��Ӵ�������Ϊ��
��������MA��PVDC����EVOH��һPVDC����PA����PET����PP����PE��
7�� �������ܣ�ӦGB16332���涨��
1 �� ��ζ�������ܼ�������GB/T10004--2008��, ˮ�ֺ���1.5~2.5%���ó���3%��
2�� ��������: ��GB/T16332--1996�涨���С�
3��3PA6����ָ�꣺��GB16331--1996ʳƷ��װ����������6��֬��������
��װ���ϵ���������Խ��Խ�ܵ����ǵĹ�ע���ڹ����Q���У��ܶ���ҽ�ֹ�����к����ʵIJ��Ͻ����г�������ؽ���,�ܼ������ȵȵĺ������������������ơ��ҹ����й�ʳƷ��װ���ϵ���������Ҳ�кܶ�涨������BOPA��װ�����������ܵļ��鷽�������õ��У�GB/T10004---2008��GB/T16331---1996��GB/T16332---1996����Щ����Ҫ�涨��BOPA��Ĥ��ʳƷ��װ���ϵ��л������ؽ�������ɫ�Ե�ʵ�鷽��������һ����������һ���¶ȵ�ˮ���Ҵ������ᡢ�������н���һ��ʱ�䣬��ý���Һ����ЩҺ��ֱ�ģ���װ���ϽӴ���ˮ�����ࡢ���ࡢ�������������
(����:��װ������װ)